PROCESSES SUITABLE FOR MODULARIZATION
Modularization can be applied for the following processes, but not limited:
- Crude distillation unit (CDU)
- Vacuum distillation unit (VDU)
- Stabilizer unit
- Asphalt blowing unit
- Naphtha hydrotreater unit (NHT)
- Diesel hydrotreater unit (DHT)
- Catalytic reformer unit (CRU)
- Isomerization unit
- Hydrocracking unit
Note: capacity limitations due to equipment sizing must be taken into account.
DESCRIPTION OF TECHNICAL SOLUTION
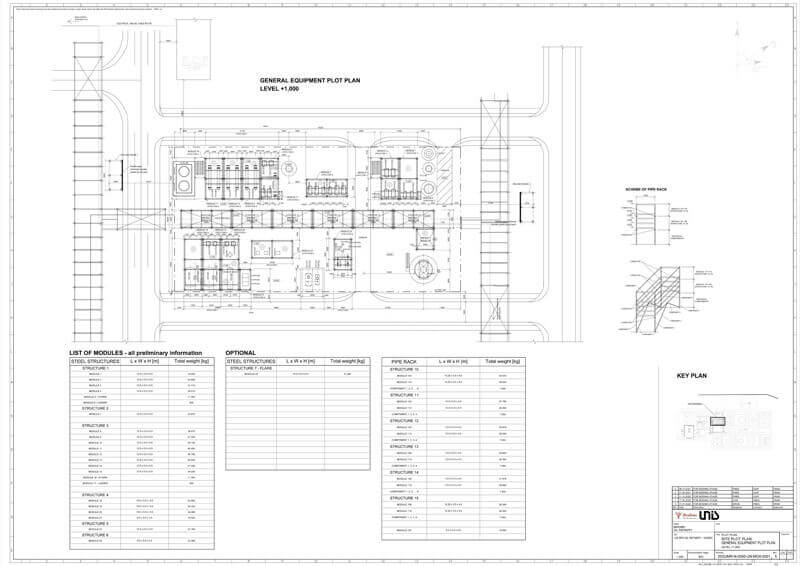
The Modules are supplied with the maximum possible scope of pre-assembly i.e. equipment (pumps, heat exchangers, vessels, etc.), piping, instrumentation, valves, painting, insulation, electrical and instrumentation equipment with cables connected to the junction boxes (see Skid Arrangement Drawing Modular Construction Example).
Generally modular concept is considered in modules suitable for transportation on trucks, dimensions 20 x 5,5 x 5,5 m, weight up to 50t).
Main piperack pre-assembly
The main piperack structure steel as shown on General Layout Example, split into the modules, will be pre-assembled per adjoining modules at Yard. The lack of improper alignment of structural steel of the different modules will be avoided. The piping supports will be installed, aligned and levelled at Yard inside of the modules. Each pipe positioned inside of the individual module will be:
- Cut (if necessary), welded (welds to be positioned outside of the supports), ends will be bevelled for welding on Site, the pipe will be NDT tested (all welds made at Yard) and blind. The weldolet may be used for the pipe size up to 1-1/2”. Each piece of pipe will be marked to be clearly identified on Site.
- The drain (if any) will be prefabricated, pre-assembled and tested at Yard and supplied to Site.
- The auxiliary equipment installed on the piperack (telecommunication system) will be installed in position, cable trays will be measured and cut in the required lengths, cables will be pooled, marked, terminated and tested. For the transport the cables that run between modules will be disconnected and coiled up. At Site they will be pooled, connected and tested.
- For the transports the parts that may be damaged during the transports will be marked and disassembled. The bottom (support and cross beams) parts of the piperack structure will be disassembled into 2D arrangement and packed.
According to UNIS experience this arrangement will optimize the transportation expenses and will assure smooth erection at Site.
Modules pre-assembly
The following procedure is applied to Structures pre-assembly at Yard:
- The platform levelling has to be done as first step (e.g. framed structure)
- The structure steel of all six modules will be assembled into the Structure and structure steel completeness test will be performed.
- The main process equipment will be installed into the modules (anchored).
- The piping installation inside of the modules and interconnection piping between modules will be preassembled and installed (flanged or welded connection will be used as per pipe class). The pipe connection to mechanical equipment shall be flanged.
- After the mechanical completion the pressure test will be done. The inline instruments for pressure test will replaced with spool pieces. After the successful pressure test inline instruments will be installed.
- If any of the line running between modules will not be possible to installed at Yard the line will be prefabricated and fit test will be done. Extra-lengths will be provided at piping to do golden weld at Site. The pipe spools will be hydraulically tested at Yard, dried, blind and packed for transport. Golden weld and 100% NDT will be done at Site.
- After the pressure test the other works may start (instrumentation, electrical, insulation, …).
- The instruments (including telecommunication, FDS/GDS systems), junction boxes and the cable trays will be installed. Cables will be pooled and terminated. The insulation and continuity test will be done. The instruments and cables will be marked as per design documentation.
- If any of the instrument cables will run between the modules these will be disconnected and coil-up at one module. After the Structure assembly at site these cables will be pooled, connected and tested.
- The lighting, lighting junction boxes and sockets will be installed. The cable trays will be placed into the position, cable will be pooled connected and tested. The lighting test will be done after the testing.
- Electrical motors rotation test will be done at Yard.
- The intermittent inspection with the Employer will be done during the prefabrication.
- After the mechanical completion of the all preassembly works the Final inspection with the Employer will be done.
- After the successful final inspection each module will be provided with the inspection book (all test, inspections done at Yard).
- The Structures will be disassembled into the modules suitable for transport. The interconnection piping between modules will be marked, blind and packed for transport. Any equipment that could be damaged by the transport (e.g. analysers) will disassembled, marked and packed for transport.
- The auxiliary material for lifting and transport will be provided (e.g. lifting lugs, lifting beams, temporary beams and supports).
The equipment that will not be possible to install within the modules will be supplied as a Loose Equipment, for example: flares, crude charge pumps, fired heater, columns, underground slop vessels (including pumps), air cooled heat exchangers, interconnection piping between the modules and loose equipment, firefighting equipment as hydrants, secondary steel structures, platforms with handrails (for columns), stairs, etc.
The loose piping will be prefabricated into the spools (the limitation of spools by the limitation of the transport container dimension). The prefabricated spools will be tested as requested by the applicable code. The flange spools will be supplied hydraulically tested. Supports for loose piping will be supplied prefabricated as per design documentation.
The equipment, piping insulation and labelling inside the battery limits of the Modules will be installed at Yard. The insulation clips for loose items should be installed, if there will be no limitation by the transportation condition (e.g. supports for transport).
REFERENCES
Modular units have been used on the following projects:
COMBINED HIGH-OCTANE GASOLINE PRODUCTION UNIT
The complex for the production of high-octane gasoline includes sections for hydrotreating, PENEX isomerization, reforming, continuous catalyst regeneration and auxiliary systems. The feedstock for the unit is gasoline coming directly from the crude oil primary refining units as well as cokeable gaseline obtained in the deep fuel oil unit.
Atmospheric distillation unit AT-8
The project consisted of the following main units:
- Block 100 of primary atmospheric distillation,
- Block 200 stabilisation and subsequent distillation,
- Block 300 gas fractionation,
- Block 400 iso-pentane separation.
The AT-8 complex includes block 100 enables the production of gasoline, kerosene, diesel fractions and fuel oil. Block 200 meets the requirements for the preparation of feedstock for other units, i.e. light gasoline, naphtha and narrow fractions for the production of aromatic hydrocarbons. Block 300 is designed to separate liquefied gas purified from hydrogen sulphide into its constituent hydrocarbons. Block 400 separates the light isopentane components.
RECONSTRUCTION OF 5 BOILERS WITH HEAT RECOVERY WITH WATER AND STEAM SYSTEM
The following modular elements were used on a project to refurbish 5 (F9BE) heat recovery boilers with water and steam system (HRSG) at Jebel Ali Power Plant (2,350 MW) of end customer Dubal Aluminium Plant in Dubai, UAE. The main objective of the project was to increase the capacity of the 5 boilers (HRSG) by 24% from the value of 180 t/h of steam per boiler.
Mercaptans liquefied gases purification unit from the delayed coking unit (MEROX)
It is a unit for purification of liquefied hydrocarbon gases DCC from mercaptans (active sulphur compounds) MEROX. In the liquefied hydrocarbon gas, mercaptan compounds are represented by methyl and ethyl (CH3SH and C2H5SH). The mercaptans are highly corrosive compounds and must be removed from the process or converted to other less aggressive organic compounds.
Eco-line for Waste Processing
We participate in the development and production of Eco-lines composed of individual modular parts, which in the final processing transform sorted municipal waste into slabs that have further use in construction and other fields of business.
UPCOMING NEW PROJECT WITH MODULARIZATION
CDU PACKAGE 12 000 BPSD AND GASOLINE BLENDING SKID, KAMSAR, GUINEA
Brahms Oil Refineries Ltd. and Africa Finance Corp. (AFC) have agreed to codevelop Brahms’s refinery and storage project in Kamsar, Guinea. The project will include a 12,000 b/d modular refinery (producing gasoil, kerosene, gasoline, and fuel oil), 76,000 m3 of crude oil storage, 114,200 m3 of refined products storage, and ancillary transportation infrastructure.
The refinery will be able to meet about one-third of Guinea’s refined products demand, according to the companies, adding that Kamsar is one of the country’s larger mining regions.
PLAY VIDEO